
CONTENTS
INTRODUCTION
従来に比べ30%以上の省エネルギーとNOx発生量50%以上削減
BEGINNING
日本の産業発展、技術進歩の基礎となる工業炉
BREAKTHROUGH
プロジェクトの突破口FOR THE FUTURE
フィールドテスト事業で実用化と普及が加速FACE
日本の産業全体を底上げした意義は大きい省エネルギー
高性能工業炉の開発産業界の省エネルギー/環境負荷低減に大きく貢献する高性能工業炉
日本工業炉協会
取材:July 2012




INTRODUCTION 概要
従来に比べ30%以上の省エネルギーとNOx発生量50%以上削減
日本全体で使用されるエネルギー消費量の18%が工業炉で消費されています。しかし、これまでその有効利用率は35%ほどで、残りの65%は燃焼排ガスとともに大気中に放出されていました。効率改善の方法の一つに「リジェネレイティブバーナー」(以下リジェネバーナー)と呼ばれる燃焼技術がありましたが、排熱回収率(排熱を利用して燃焼用空気を予熱する)を高めるほど大気汚染物質のNOx(窒素酸化物)発生が増加してしまうというジレンマがありました。そのため長年、工業炉の省エネルギー化と環境負荷低減の両立は困難と考えられてきました。ところが、1990年代初め、熱回収率を高めてもNOx発生量が増えない燃焼方法を日本の工業炉メーカーが発見しました。
そこで、NEDOでは1993~1999年度に「高性能工業炉の開発」プロジェクトを、1998~2000年度に「高性能工業炉導入フィールドテスト」を実施し、社団法人日本工業炉協会を中心に、省エネルギーで環境負荷も小さい「高性能工業炉」の研究開発に取り組みました。その結果、従来方式炉に比べて30%以上の省エネ効果とCO2削減効果、50%以上のNOx低減を可能とする高性能工業炉の開発に成功しました。フィールドテスト事業を推進するに当たっては、高性能工業炉開発プロジェクトで各企業が個別に取得した300以上に及ぶ特許全てがコンソーシアム内で共有化されました。その結果、高性能工業炉の実用化が急速に進むこととなりました。2011年時点で、国内約1,300基の工業炉でこの方式が取り入れられています。
BIGINNING 開発への道
日本の産業発展、技術進歩の基礎となる工業炉
「炉」とは、耐火材と断熱材で覆われた空間でものを加熱したり溶解したりするための装置のことで多くのところで利用されています。身近なものでは、ケーキやピザを焼くオーブン、陶磁器を作製する窯(かま)などがあります。その中でも「工業炉」は、金属工業をはじめ、窯業や化学、食品加工、などの幅広い分野で使われています。
現在、日本全国の工業炉の数は約40,000基と推測され、日本の産業発展、技術進歩を支える極めて重要な存在です。工業炉には、用途に応じて、金属などを加工する前段階として加熱する「加熱炉」、原材料を溶かす「溶解炉」、金属やセラミックスに強度や耐腐食性など必要な性質を持たせるための「熱処理炉」等、多くの種類があります。

プロジェクトで開発された高性能工業炉を導入した神奈川県川崎市にあるJFEスチール株式会社東日本製鉄所の厚板圧延用加熱炉。板状のスラブを1,200℃まで加熱する
工業炉は、電気炉と燃焼炉に大きく分けられ、燃焼炉は、石油や天然ガスなどの燃料を、空気を使って燃焼させることで高温の空間を作り、対象物を加熱しています。そのため、どうしてもエネルギー効率が悪くなってしまいます。日本全体で使用されるエネルギー消費量の約18%が工業炉で消費されており、産業部門においては約40%を占めています。
このような状況の下、長年にわたり工業炉の熱利用率の低さ(35%程度)が問題になっていました。化石燃料資源に乏しい日本において、また地球温暖化防止という観点から世界的に見ても、工業炉の熱利用効率向上は大きな課題となっていました。
熱回収して交互に燃焼させる、省エネ効果抜群の「リジェネイティブバーナー」
例えば鉄鋼の加熱炉の場合、炉内温度は約1,200℃にもなります。その温度を維持するには、炉内に新鮮な空気と燃料を送り、燃焼させ続けなければなりません。燃焼に伴って炉内から排出される1,200℃近い排ガスの熱を回収し、新鮮な燃焼用空気(外気)を予熱して炉内に送り込むことができれば、大幅な省エネルギー効果が期待できます(図1)。
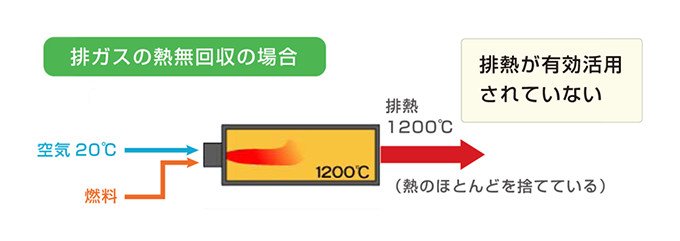
図1 排熱回収を行わない場合のバーナー
そこで、1980年代英国で、熱を貯めるための「蓄熱体」を内蔵したバーナーを搭載した「リジェネレイティブバーナー(以下リジェネバーナー)」と呼ばれる燃焼技術が考案され、欧米ではいくつかの工業炉に導入されました。
リジェネバーナーは、2個のバーナーを1セットとし、燃焼と排気を短時間に交互に切り換えて使用するものです。一方のバーナーが燃焼中は、もう一方のバーナーから燃焼排ガスを排出すると同時に、高温の排ガスで蓄熱体の温度を上昇させます。逆に、そのバーナーが燃焼するときは、高温の蓄熱体を通すことで燃焼用の新鮮な空気を予熱します。
これにより燃焼用空気を炉内温度近くまで上昇させることができます。2個のバーナーを交互に燃焼させるため、「交番燃焼」とも呼ばれます(図2)。一般的な1,200℃レベルの加熱炉の場合、排ガスの熱を回収しない場合と比べて、約50~70%の燃料を節約することができます。しかしながら、ある理由からリジェネバーナーは、日本では積極的に導入されてきませんでした。
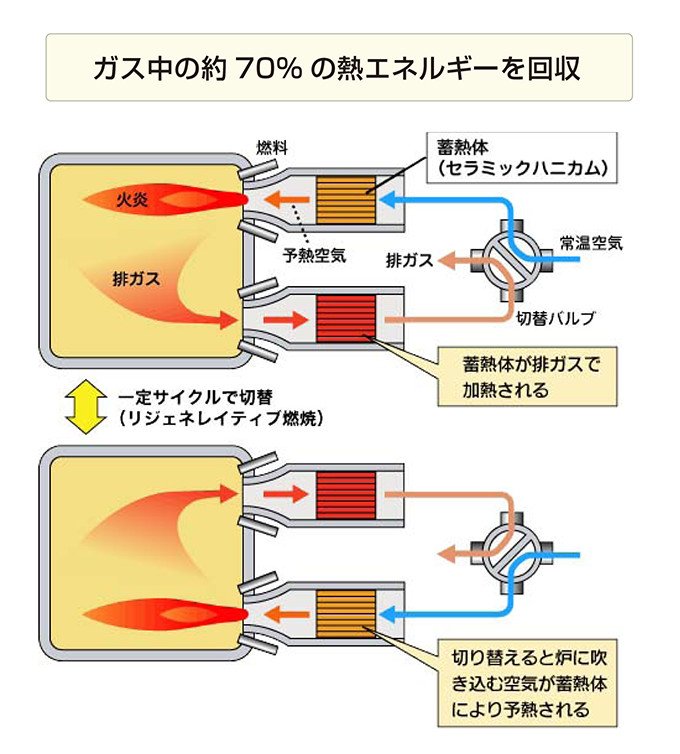
図2 リジェネバーナーの仕組み
省エネと環境負荷の低減がトレードオフの関係にあったリジェネバーナー
日本でリジェネバーナーが普及しなかったことには理由があります。省エネルギー効果は高いもののリジェネバーナーには大きな欠点があったためです。炉内に高温の燃焼用空気を送り込み、火炎温度が高くなると環境汚染物質の一種であるNOx(窒素酸化物)が大量に発生してしまうのです。燃焼用空気の温度を上げれば上げるほど、つまり、排ガスの熱を回収するほど省エネは進みます。しかしそれに伴い、NOxの発生量も急増してしまいます(図3)。
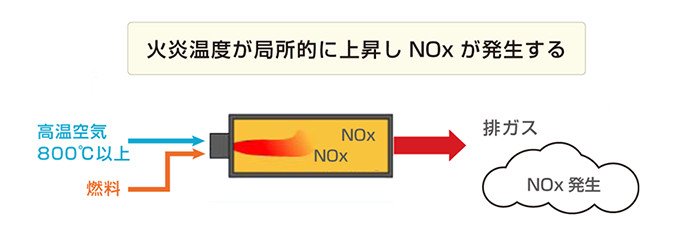
図3 高温の燃焼用空気を炉に吹き込んだときの問題点
NOxは、燃焼による高温場で空気中の酸素と窒素が反応して生成されます。高温場の温度が1,500℃以上で急速に発生し始め、2,000℃から2,100℃に100℃上昇するだけでその量は10倍にもなってしまいます。常温の空気と燃料の燃焼による火炎温度は2,000℃程度です。その火炎温度が空気を高温にすることによって非常に高くなり、大量のNOxが発生するのです。つまり、省エネルギー効果と環境負荷低減が、トレードオフの関係にあるわけです。そのため、わが国では環境保護の観点からリジェネバーナー導入は敬遠されてきました。
ところが、リジェネバーナーの効率性を活かしながら大気汚染を引き起こさない、新しい工業炉を可能にするかもしれない革新的な燃焼方式が1990年代初めに、日本の工業炉メーカーによって発見されました。
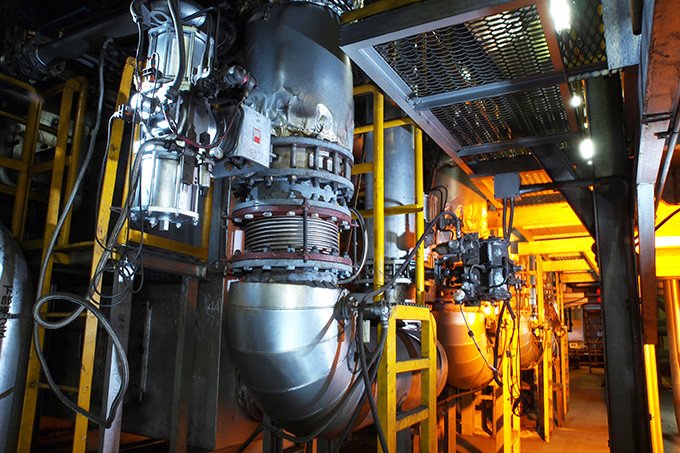
JFEスチール東日本製鉄所の加熱炉に設置されたリジェネバーナーの列。本プロジェクトによりリジェネバーナーの短所を克服して、省エネ化とNOx低減を両立した
高性能工業炉開発は、日本の将来を占う最重要課題
「燃焼用空気の温度を上げれば上げるほどNOx発生量が増えることは、燃焼学の世界ではいわば常識でした」とNEDO高性能工業炉開発プロジェクトでサブリーダーを務めた現IHI顧問の佐藤順一さんは話します。
佐藤さんは燃焼学の専門家で、プロジェクト当時、燃焼に関する学術及び技術研究を振興する日本燃焼学会の中心的人物でもありました。佐藤さんは言います。「ところが1990年に、当時社団法人日本工業炉協会会長であり、今は故人になられた田中良一さんが、ある条件で燃料を吹き込むと、燃焼用空気が高温であるにも関わらずNOx発生量が急激に減ることを、実験中に発見したのです」
当初、燃焼学の専門家たちの間では田中さんの主張は懐疑的に受け止められていました。それは佐藤さんも同様でした。しかし、田中さんの熱意に動かされ、佐藤さんは実験に立会うことにしました。そして、何度、実験を繰り返しても、確かにNOx発生量が急激に下がっていることを佐藤さんも自分の目で確認しました。「少なくとも実験ミスでないことは明らかでした。しかし、その理由は分かりませんでした」 と佐藤さんは当時を振り返って話します。
そうした中、田中さんと佐藤さんは、通商産業省(当時)からこの現象の説明を求められました。2人の説明を受け、通商産業省では、この現象の理論解明と燃焼技術の確立、さらにこの現象を利用した、省エネルギーで環境負荷も低い「高性能工業炉」の開発推進を決定しました。その背景には、当時、急激に注目を集め出した地球環境問題への対応の必要性がありました。
1992年開催「地球サミット」が開発着手を後押し
1992年に、ブラジルのリオデジャネイロで、初の「地球サミット」が開催されました。各国が一堂に会し、地球規模の環境問題への対応を話し合う同サミットでは、先進国に対して温室効果ガス排出量削減の指針が示されました。
日本の工業炉に関しては、オイルショック以来すでに様々な省エネルギー対策が講じられ、これ以上の効率化は困難と考えられていました。そうしたところに田中さんが、工業炉のエネルギー効率を向上させることが可能な革新的な燃焼現象を発見したため、その実用化に期待がかかったわけです。
佐藤さんは、「ものづくり立国日本にとって、金属などの素材を熱や力で成形加工して組立産業に供給する『素形材産業』と、それを担う工業炉は極めて重要な存在です。日本が地球環境サミットで示された温室効果ガス排出削減に取り組むには、省エネでなおかつ環境負荷の少ない工業炉の技術開発は必須でした。当時の通商産業省には、それができなければ、近い将来、素形材産業が衰退して、日本の国際競争力も低下してしまうだろうという、強い危機意識がありました」と語ります。
このようにして日本工業炉協会を中心に1993~1999年度の7年間にわたる産官学の共同開発プロジェクトが開始されました。プロジェクトには、工業炉メーカーなど13社が参加しました。
"謎"の燃焼現象解明からプロジェクトをスタート
田中さんが発見した革新的な燃焼方式は、「1,000℃以上」の燃焼用空気に、燃料を「高速で噴射」するというものでした。そうすることで、高温の燃焼用空気に燃料を吹き込んでもNOxの発生を抑えることができたのです。
これまでの常識を覆すこの燃焼方式は、後に「高温空気燃焼」と呼ばれ、学術的にも高い評価を得ることとなりますが、プロジェクトではまず、なぜこのような現象が起きるのかについて、佐藤さんと田中さんが中心となり、実験を通じて理論的に解明していくことから着手することとなりました。
「工業炉は1基新造するだけでも数億円以上かかる高価なものです。そのため、現象が理論的にきちんと解明され、技術も確立されていないと、導入を決断する企業など現れるはずもありません。プロジェクトを通して、高温空気燃焼に関する理論の解明と技術の確立を行うことが、高性能工業炉の研究開発とそれに続く実用化には、何より重要な条件でした」と佐藤さんは言います。

所定の温度に加熱され炉から出でてきたスラブ
BREAKTHROUGH プロジェクトの突破口
従来の工業炉に比べ、30%以上の省エネ効果と50%以上のNOx低減に成功した高性能工業炉。そのきっかけとなったのが、燃焼学の常識を覆す「高温空気燃焼」でした。
「高温空気燃焼」現象の解明と「新燃焼域」の発見
佐藤さんと田中さんが中心となった実験の結果、次のようなことが明らかになりました。NOx発生量は火炎が高温になればなるほど増加するわけですが、その理由は従来のリジェネバーナーが火炎とその周辺部分ばかりが局所的に温度が高くなる「集中型火炎」だからでした。
炉内が1,000℃以上で、燃料を高速で吹き込むと火炎は燃料ノズルから浮き上がり従来の形を失い、大きな燃焼領域という形で燃焼反応を起こします。これは「熱分散型火炎」と言うことができます。従来のように、火炎とその周辺部分の温度が非常に高くなるといったことがなくなった結果、NOx発生が抑制されました。
さらに佐藤さんらは、炉内に高温空気を高速で吹き込むことによる炉内の再循環を利用して、炉内に高温かつ酸素濃度が3~10%と極端に低い燃焼用空気の領域を作りだすことができることを示しました。さらにこの炉内の高温で低酸素濃度の領域を利用すると、燃料の吹き込み速度をそれほど高速にしなくても、容易に燃料ノズルから火炎が浮き上がり、熱分散火炎が形成され、マイルドな燃焼反応を引き起こし、超低NOxな「高温空気燃焼」を実現できることを示しました。

「高温空気燃焼」を取り入れたJFEスチール東日本製鉄所の厚板圧延用加熱炉の炉内
また、炉内でマイルドに燃焼する高温空気燃焼では、従来型バーナーのように、燃料と燃焼用空気が急速に燃焼反応しないため、燃焼の際の騒音が低く抑えられることも分かりました。
現在、この高温空気燃焼は、従来の「通常火炎域」「高温火炎域」と区別して、「新燃焼域」に分類されています(図4)。
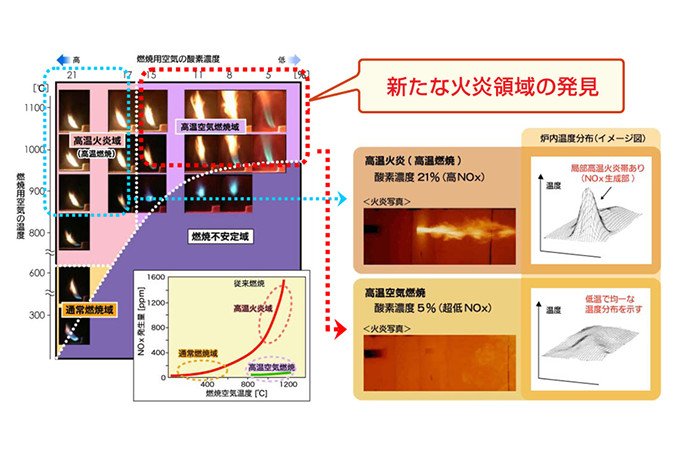
図4 「通常火炎域」、「高温火炎域」、「新燃焼域」の関係
また、プロジェクトでは、多くの実験を通して得られたデータから、高温空気燃焼に関する理論的研究も進められました。工業炉内で、空気や排ガスの流動状態や温度変化を3次元シミュレーションできるソフトウエアが開発された他、高温空気燃焼の数値解析も行われました。
その結果、高温空気燃焼においてどのような現象が起こっているのかが解明されました。通常、燃焼用空気温度が高くなればNOx発生量は増大するはずですが、リジェネバーナーを用いると、炉内の燃焼ガスが高速で循環混合された結果生ずる高温低酸素空気領域を用いて、容易に熱分散火炎が形成され、炉内の温度に極端なムラがなくなります。すなわち、炉内の最高温度が結果的には低くなるため、NOxが下がる結果になっていたのです。
熱回収率は理論限界に近い80~90%まで向上
大型工業炉(高炉)では、高温の排ガスを、レンガなどを詰めた「熱風炉」に通して排熱を回収していました。しかし、熱風炉は非常に巨大で、熱回収に時間もかかり、全ての工業炉で使えるわけではありませんでした。「半日かけてレンガに蓄熱し、2、3時間かけて燃焼用空気を温めるといったことを繰り返す熱風炉は、非常に使い勝手が悪いものでした」と佐藤さんは説明します。
また、従来型の工業炉では、燃焼用空気を1,000℃以上にすると、NOxが大量発生するため、燃焼用空気を200~300℃程度までしか温めることができない金属製熱交換器を使っていました。今回のプロジェクトでは、蓄熱体と燃焼切り替え時間を工夫することでこうした課題もクリアしました。
排熱を回収して高温になった蓄熱体
まず、本プロジェクトでは、NOx発生のおそれが少ないため、1,200℃の高温にも耐えられ、熱伝導効率にも優れた新しい蓄熱体を開発、採用することにしました。その結果、蓄熱時間が短くなり、熱回収率を理論限界に近い80~90%にまで高めることに成功しました。また、リジェネバーナー全体の大幅な小型化も可能となりました。
また、リジェネバーナーに搭載されている2つのバーナーの切り替え時間についても、各企業の工場での実証実験の結果、30秒から60秒といった短い間隔で切り替えると、熱効率が高まることが解明されました。
蓄熱体に熱を蓄えるとき、温度差があればあるほど伝わる熱の量は多く、伝わる速さも速くなります。逆に、温度差が縮まってくると伝熱効率は低下してしまいます。そのため、30秒、60秒という短いサイクルで燃焼を切り替える方が温度差を保つことができ、伝熱効率を高く維持できるわけです。
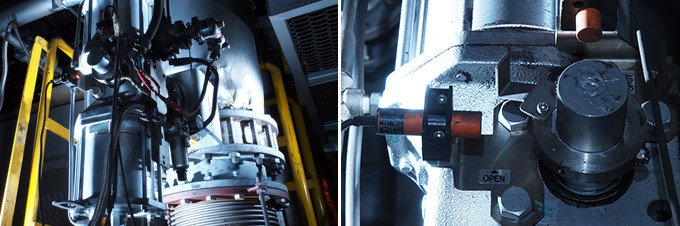
リジェネバーナー切り替え装置(左)と切り替え弁可動部(右)
高性能工業炉に関する特許は300以上に
「高性能工業炉開発」プロジェクトでは、高温空気燃焼の理論を解明、その燃焼技術を確立すると共に、蓄熱効率に優れた蓄熱体を搭載した「ハイサイクルリジェネバーナー」を開発、従来比でエネルギー消費量約30%、NOx発生量50%以上削減という目標を達成し、研究開発を成功させました。
また、伝熱効率向上により設備全体の20%の小型化も可能になりました。そして、今後の高性能工業炉実用化に必要なシミュレーション手法の確立やデータベース構築もできました。それにより、高温空気燃焼技術を工業炉以外の用途の燃焼技術に応用できる可能性も出てきました。
高性能工業炉に関する論文等の発表は100以上、特許は300以上に及びます。プロジェクト終了後も、研究成果の公表と特許の取得が行われ、参加各社での研究開発も続いており、高性能工業炉のさらなる高度化が進められています。
FOR THE FUTURE 開発のいま、そして未来
フィールドテスト事業で実用化と普及が加速
高性能工業炉の技術開発に成功した佐藤さんらは、NEDOが1998~2000年度の3年間にわたり実施した「高性能工業炉導入フィールドテスト事業」に積極的に協力することにしました。これは、高性能工業炉の研究開発プロジェクトで得られた基礎的な研究開発成果を既存の工業炉に適用し、本格的な普及につなげるものです。
日本工業炉協会の事務局長を務める佐々木健人さんはフィールドテスト事業について、「高性能工業炉は言わばエンジンを発明したようなもので、それをバスに使うのか、トラックに使うのか、工業炉メーカーが実際に使用してみる機会がフィールドテストでした」と説明します。「既設の工業炉を改修し、実性能や信頼性の検証を行いました」

日本鋼管(現・JFEスチール)では、神奈川県川崎市にある主力製鉄所でフィールドテスト事業に参加。船舶建造などに使用される厚板圧延ラインの加熱炉に高性能工業炉を導入した。同炉は現在も生産に使用されている
フィールドテスト事業の実施に当たっては、実施する事業者に対して共同研究費として経費の3分の1が交付されることになっていました。公募の結果、3年間にわたり、合計167件の応募案件が採択されました。
内訳は、大企業が118件、中小企業が49件でした。加熱炉、熱処理炉、溶解炉など様々な工業炉でフィールドテストが実施されました。設備の信頼性、耐久性、メンテナンス性、安全性、そして、燃焼システムの実用化技術の検証と開発が行われました。
「高性能工業炉の省エネルギー効果が大きいのはやはり鉄鋼用などの大型加熱炉で、フィールドテストでも期待通りの実績を上げることができました。一方、小型炉では、火炎長が長いため対面の壁に炎が当たってしまいNOxが増えるといったこともありましたが、吹き出し方法の改良などで大型炉同様の省エネ効果とNOx抑制の両立が実現しました。こうした実際の使用状況に合わせた工夫こそがフィールドテスト事業のねらいであり、成果でした」と佐々木さんは振り返ります。
特許も共有化してフィールドテストを推進、国家プロジェクトだからこその成果
また、フィールドテスト事業を推進するに当たっては、高性能工業炉開発プロジェクトで各企業が個別に取得した300以上に及ぶ特許全てがコンソーシアム内で共有化されました。各社からは最初反発の声が上がりましたが、佐藤さんは一社ずつ熱心に説得にまわり、また法的に問題がないか弁理士事務所の知見も借りてどうにか共有化にこぎつけました。その結果、高性能工業炉の実用化が急速に進むこととなりました。
当時、日本鋼管として高性能工業炉開発プロジェクトに参画していた現・JFEスチールではプロジェクト開始以前から、NOx発生量の少ないリジェネバーナーの研究開発に取り組んでいましたが、本プロジェクトに参画したことで、理論的裏付け、実証的裏付けを持つことができ、高性能工業炉の導入時期を大幅に早めることができたと言います。
佐藤さんはNEDOプロジェクトとして高性能工業炉の研究開発プロジェクトを実施したことについて、「工業炉は設備そのものが大規模であることから、企業単独では設備投資が膨大になり、研究開発における冒険がしづらいところ。NEDOの支援は日本の産業全体の底上げを果たしたという点で、非常に有意義だったと思います」と語ります。
実際、本プロジェクトで開発された高性能工業炉の国内における導入数は、2005年時点で668基、2011年時点で約1300基を数え、日本の様々な産業を支えています。
今後は高性能工業炉の海外展開や国際標準化にも積極的に取り組む
また、東南アジア、ブラジル、ポーランドなどでも、高性能工業炉の導入可能性調査やモデル事業のプロジェクトが実施されました。新興国や発展途上国では、エネルギー効率の悪い設備が多いため、高性能工業炉の普及に期待が寄せられています。インドネシアの製鉄所やタイのアルミニウム加工工場で高性能工業炉の実証運転が行われ、その有効性は現地でも高く評価されています。
佐藤さんは、「本プロジェクトを通して他国に先駆けて高温空気燃焼の現象を理論的に解明できたことで、工業炉や燃焼学に関する国際的な会合での日本の発言権が高まった」と言います。ISO(国際標準化機構)の工業炉に関するテクニカルコミッティ(技術委員会)TC 244では、日本が発起人および議長を務め、標準化の議論をリードしています。
「今後、高性能工業炉を国際標準規格として認めてもらうことで、日本が中心となって世界各国に高性能工業炉を普及させていきたいですね」と佐藤さんは意気込みます。
開発者の横顔
日本の産業全体を底上げした意義は大きい
高温空気燃焼の理論解明に情熱を燃やす
大学、大学院を通して航空宇宙工学を専攻し、燃焼学を研究していた株式会社IHI顧問の佐藤順一さん。IHIではジェットエンジン燃焼器をはじめ多くの燃焼装置や火災防止の研究開発を数多く手掛けました。佐藤さんが研究開発し、酸素製造工場や製鉄所で使われている酸素コンプレッサー技術は現在も世界の約7割で使われています。
「高性能工業炉の開発プロジェクトを通じて、高温空気燃焼の理論の解明と技術の確立ができたことの意義は本当に大きかったと思います。特に、参画している企業同士が特許を共有し合い、その結果、日本の産業の大幅な底上げを図れたことは大変大きな成果であり、NEDOプロジェクトだからこそと言えるでしょう。今後は、高性能工業炉技術を取り入れた工業炉の国際標準化に向けて尽力していきたいと思っています」
日本工業炉協会
佐藤さん
日本の大規模工業炉の高性能化に尽力
現在、日本工業炉協会の事務局長を務める佐々木健人さんは、高性能工業炉の開発プロジェクト開始当時、日本鋼管(現・JFEスチール)の環境エネルギー部で働く技術者で、同プロジェクトには研究員の1人として参画しました。その後のフィールドテスト事業では、事務局として日本工業炉協会で、実用化実証試験のマネジメントに尽力しました。
「日本工業炉協会では様々な新規プロジェクトを立ち上げてきました。高性能工業炉の開発は最も成功したプロジェクトと言っても過言ではありません。その背景には、やはりNEDOによる力強い支援がありました。国内では、より効果の高い大企業の大規模工業炉に関しては、高性能工業炉への移行がほぼ完了しました。現在は、中小規模工業炉への普及を目指しています。今後も普及に向けて努力していくと同時に、海外展開にも積極的に取り組んでいくつもりです」

日本工業炉協会
佐々木さん
なるほど基礎知識
燃焼って何?
まだまだ理論的に解明尽くされない現象
燃焼とは発熱、発光を伴う酸化反応のことを言います。酸化反応とは、酸素と化合することです。そのため、燃焼が起こるには、「燃える物質があること」、「酸素があること」、そして、「物質の温度が発火点以上であること」の3つが同時に成立している必要があります。
また、火炎(炎)とは、気体燃料もしくは燃料が気体になった状態で燃焼するときのことを指します。火には、ろうそくのように火炎を伴うものと、炭火のように火炎を伴わないものがあります。
ちなみに、ろうそくが燃えるのは、炭素と水素でできたロウの成分であるパラフィンが、ろうそくの芯に火をつけることで、その熱により溶けて気体となり、ろうそくの炎の周りの空気と酸化反応を起こすからです。さらに、それにより発生した大量の熱が周囲のロウを溶かし、燃え続けるのです。その時のろうそくの炎の表面の温度は1400℃以上もあります。
また、ろうそくに息を吹きかけると炎が消えるのは、息によって炎の温度が下がり全体の熱バランスが保てなくなるためです。とは言え、ろうそくが燃焼する詳細なメカニズムは実はよく分かっておらず、コンピューターシミュレーションによってろうそくの炎を忠実に再現することは今でもまだできていないのです。
このような燃焼に関する学問は、「燃焼学」と呼ばれています。燃焼学は第二次世界大戦後に出てきた歴史の浅い学問です。きっかけはドイツが世界で初めて実用化したジェットエンジンやロケットにありました。これらは従来にはない全く新しい燃焼技術によって実用化されたものでしたが、理論的なメカニズムは解明されていなかったからです。そのため、燃焼の研究は最初、航空・宇宙分野を中心に盛んになっていきました。
我々が電気エネルギーの約60%を火力発電によって得ていることからも分かるように、 燃焼はエネルギーの観点からも重要です。飛行機は100%、自動車も約100%が燃焼によって動いています。燃焼は我々人類にとって大変身近であり、なおかつ非常に重要な現象なのです。
NEDOの役割
「高性能工業炉の開発」
このプロジェクトがはじまったのは?
日本の産業の基礎を担い幅広い分野で使用されている工業炉は日本全体のエネルギー消費量の約18%を占めています。工業炉の省エネルギー化の技術開発の歴史は長く、省エネルギー効率向上の余地は殆ど残されていないと考えられていました。一方、エネルギー効率は高いものの、環境汚染物質であるNOx(窒素酸化物)を大量発生するため日本では敬遠されていた工業炉の燃焼方式に「リジェネレイティブバーナー(以下リジェネバーナー)」がありました。リジェネバーナーを使用してもNOx発生が少ない燃焼方法が日本の工業炉メーカーによって発見されたことで、通商産業省(当時)では、地球温暖化防止の観点などから、この新技術を取り込んだ「高性能工業炉の開発」を国家プロジェクトとして推進することとしました。そして、1993~1999年度の7年間にわたりNEDOプロジェクトして研究開発が進められました。
プロジェクトのねらいは?
工業炉では長い間、省エネルギー化とNOx発生量の増大はトレードオフの関係にあると考えられていました。新発見された燃焼方式とリジェネバーナーなどを組み合わせて、その両立を図ることがプロジェクトねらいでした。そのために、新発見された高温空気燃焼の理論的解明、基礎技術の確立が実施されました。従来比30%以上の省エネ化、NOx発生の大幅削減、20%以上の小型化が主な研究開発目標として設定されていました。
NEDOの役割は?
通商産業省(当時)が「高性能工業炉の開発」を国家プロジェクトとして推進するにあたり、NEDOでは社団法人日本工業炉協会を中心とする産・官・学の共同開発プロジェクトをマネジメントする役割を担いました。さらに、NEDOでは、1998~2000年度に実用化と普及に向けて、従来型工業炉を高性能工業炉化する「高性能工業炉導入フィールドテスト事業」を実施しました。民間企業単独では、経済的負担が大きく、研究開発リスクも高い新規技術の確立と普及を支援することで、あらゆる産業の基盤となる材料分野の国際競争力強化に貢献しました。
関連プロジェクト
- 高性能工業炉の開発(1993~1999年度)
- 高性能工業炉導入フィールドテスト事業(1998~2000年度)
- (派生プロジェクト)高温空気燃焼制御技術の研究開発(1999~2003年度)
- (参考)燃焼制御基盤技術研究開発(1993~1998年度 METI直轄)
お読みいただきありがとうございました。
ぜひともアンケートにお答えいただき、
お読みいただいた感想をお聞かせください。
いただいた感想は、
今後の連載の参考とさせていただきます。